Infusion (2/3) : Préparation de l'infusion des sièges du Super Emeraude
Le moulage par infusion sous vide ou plus simplement l'infusion est un procédé moderne de mise en œuvre des matériaux composites. Il consiste en un drapage à sec des plis de composites et des âmes en mousse et à la mise sous vide, dans un moule fermé par une bâche. Les composites sont sont imprégnés par la suite avec l'arrivée de résine qui est aspirée par la dépression créée dans le moule. Cette technologie autorise la réalisation de pièces monolithiques (faible et forte épaisseur), pseudo sandwich et sandwich.
Les avantages de l'infusion par rapport au moulage au contact sont :
un taux de fibre plus élevé car on utilise que la juste quantité de résine nécessaire, donc meilleur rapport résistance/poids.
la réalisation de pièces de grande taille en "one shot"
une reproductibilité en production de pièce
une meilleure protection des opérateurs aux émissions de solvants tels le styrène. Normes COV.
Cette technologie autorise l'usage de différentes matrices : polyester insaturé, vinylester et epoxy. Les difficultés rencontrées résident dans la pose des constituants (mécaniques et autres), dans le schéma d'infusion (schéma de rampes de vide et d'infusion) ainsi que dans la gestion des freins (géométrie du treillis).
Nous avons décidés de tester se procédé sur la réalisation de sièges baquets pour le Super Emeraude. Après avoir fabriqué le moule, L'avoir recouvert de trois ou quatre couche de cire démoulante, vient l'étape du drapage et de la mise en place des âmes en mousse.
On commence donc par découper les plis de carbone
Petite astuce de la part de Philipe, on enlève une bande de fibres pour marquer le trait de découpe du plis de carbone.
Préparation des renforts en mousse de klégécel
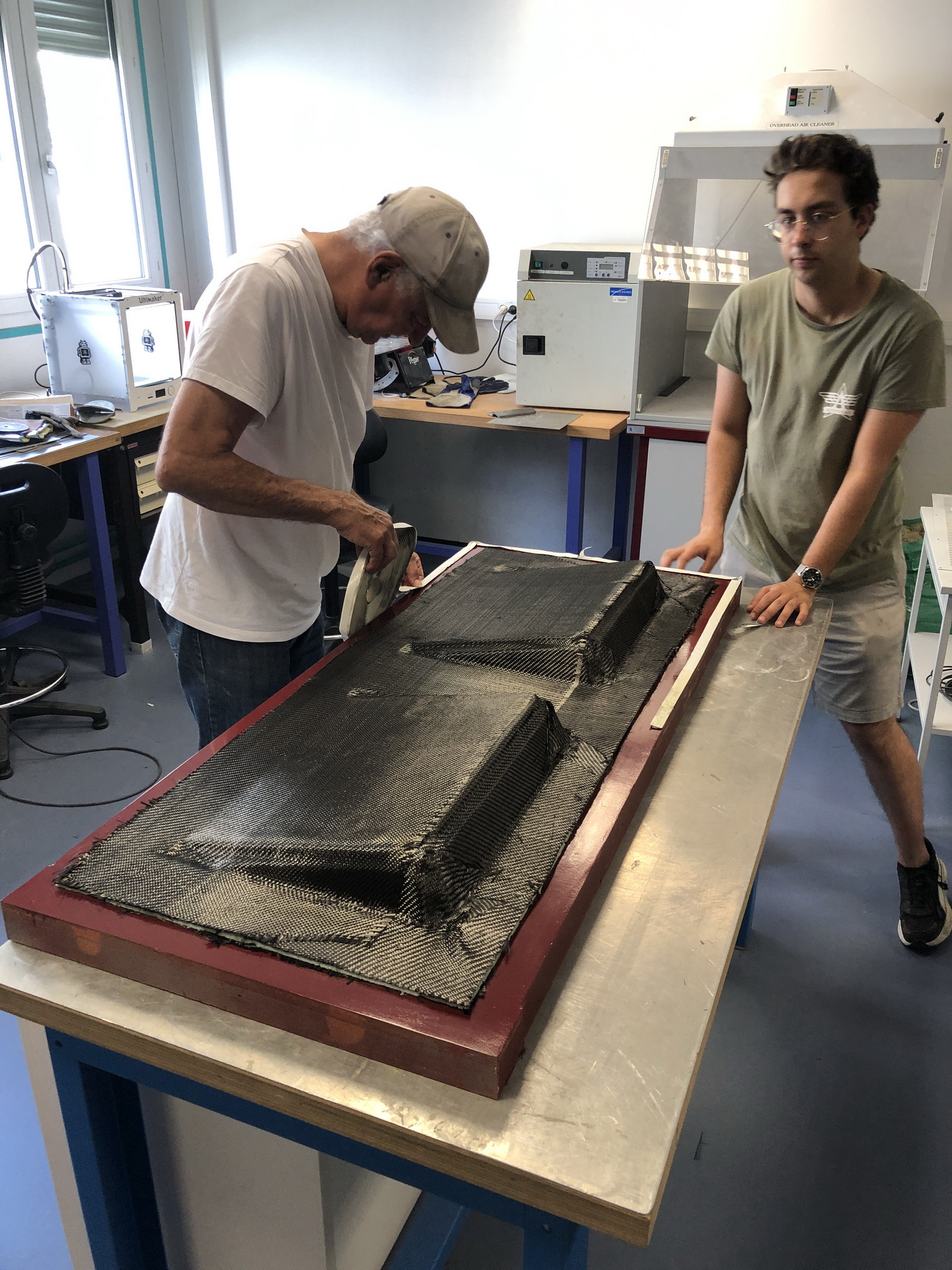
Drapage des plis de carbone sur le moule grâce à une colle contact pulvérisée directement sur le moule. L'extrados des sièges reçois trois couches de tissus sergé de carbone de 200 g/m².
Philippe et Antoine ajustent les plis de tissus.
Mise en place des âmes en klégécell de 5 mm d'épaisseur. Ces âmes permettent de réaliser des sandouiches carbone/klegecell/carbone dans les zones qui peuvent être soumise à de la flexion. Le matériaux d'âme en écartant les plis de carbone donne du bras de levier aux fibres pour mieux résister.
L'intrados des siège (la partie en traction) reçois deux plis de tissus de carbone 200 g/m².
Ensuite Philippe pose les bandes d'étanchéité.
Pose du tissus d'arrachage qui va permettre d'éviter que la bâche ne colle sur les plis en fibres et freiner la progression de la résine.
Pose du tissus de drainage qui va permettre la propagation du vide et de la résine
Pose des tuyaux de diffusion de résine et d'aspiration
Préparation des bandes d'étanchéité
Mise en bâche
Mise en dépression.
La pompe à vide est reliée à un réservoir tampon qui permet de piéger la résine dans le cas où celle ci serait aspirée par le tuyau de drainage.
Nous avons eu de grosses difficultés à obtenir un vide complet. Des petites fuites étaient détectables à l'oreille, d'autre micro fuites non.
Pour le moment nous nous sommes arrêté là et nous cherchons à obtenir une bonne étanchéité afin de pouvoir lancer l'infusion.
Parallèlement nous avons décédé de faire un teste d'infusion sur un échantillon de tissus carbone posé sur une plaque d'aluminium.
Une fois que tout est prêt, on prépare la résine et nous la débullons dans une cloche a vide.
Lors de cet essais, nous n'avons pas réussi à réaliser un vide persistant dans le temps. Nous avons donc laissé le composite polymériser dans l'état pour voir. Une fois polymérisé le tissus d'arrachage est enlevé.
L'aspect visuel est pas mal mais les performances ne sont pas au niveau que l'on devrait atteindre.